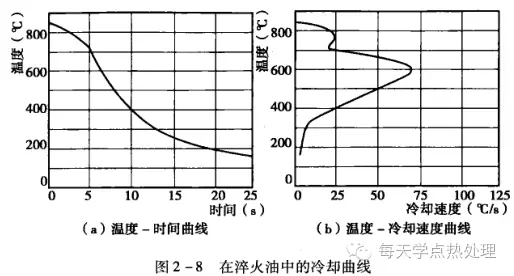
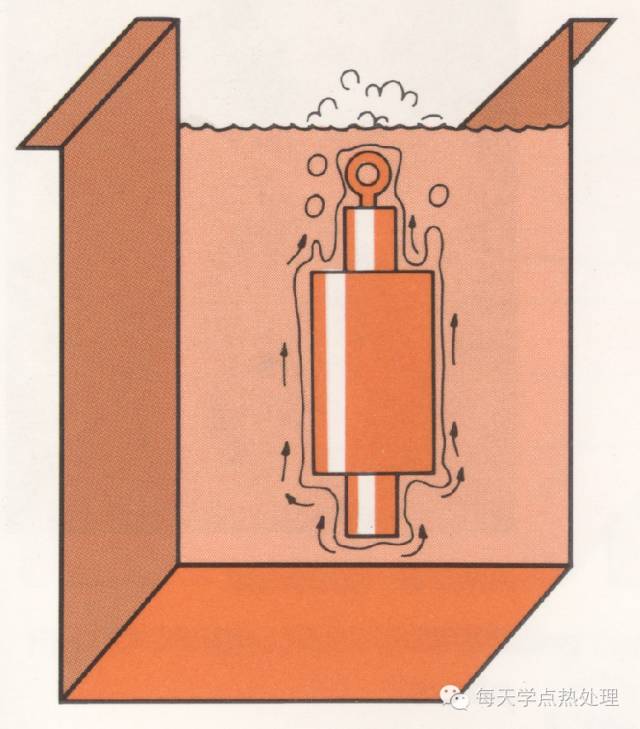
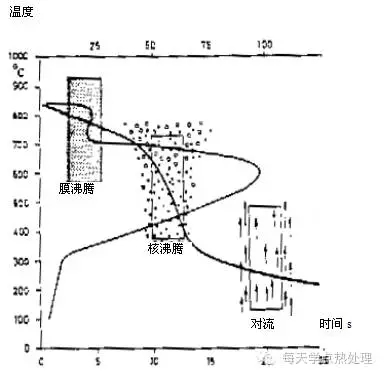
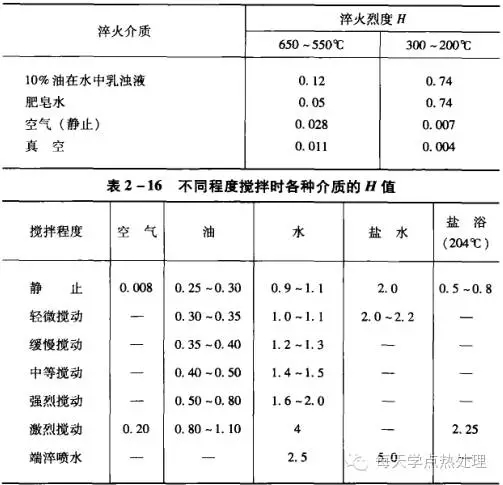
How to interpret the quenching medium curve? The quenching medium mainly includes: inert gas, quenching oil, quenching liquid, salt bath and so on. The cooling capacity of these kinds of quenching media is enhanced one by one. The cooling process of the quenching medium is divided into three stages: Steam film stage I; The cooling characteristic curve measured by the ivf cooling characteristic tester conforming to the ISO9950 standard (as shown in the figure below) has several characteristic values ​​which have an important influence on the hardenability of the medium. The first one is the temperature at which the oil vapor film cooling stage transitions to the boiling cooling stage, that is, the temperature corresponding to point A in the figure, which is called the (top) characteristic temperature; The second is the temperature at which the highest cooling rate occurs, that is, the temperature of the ordinate corresponding to point B in the figure; the characteristic point is high, and the nose of the c-curve can be smoothly escaped, and the meson cooling ability is strong, but the hardenability is not determined. The third is the highest cooling rate value, that is, the cooling rate value of the abscissa corresponding to point B; The fourth is the convection start temperature, which is the temperature corresponding to point C. Evaluation method for cooling characteristics of quenching medium: Cooling capacity and hardenability V value criterion How to choose quenching medium according to cooling characteristics The heat treatment quenching medium is first used for its cooling performance. Therefore, after determining the type of medium, we advocate selecting the type of medium according to the cooling characteristics of the medium. For example, when we determine that fast quenching oil should be used, the specific product should be selected from the cooling rate distribution of the oil according to the characteristics of the workpiece and the heat treatment requirements. Regardless of the quenching medium selected, it can be roughly selected according to the following five principles. A look at the carbon content of steel - steel with low carbon content may precipitate pro-eutectoid ferrite in the high temperature stage of cooling, the temperature at which supercooled austenite is most prone to pearlite transformation (the so-called "nose tip" The "temperature at the location" is higher and the starting point (Ms) of martensite is also higher. Therefore, in order to sufficiently harden such steel workpieces, the quenching medium used should have a shorter vapor film stage, and the temperature at which the highest cooling rate occurs should be higher. Conversely, for steels with higher carbon content, the vapor phase of the quenching medium can be longer and the temperature at which the highest cooling rate occurs should be lower. Second, look at the hardenability of steel - steel with poor hardenability requires quenching medium with fast cooling rate, and steel with good hardenability can use medium with slower cooling rate. Generally, as the hardenability of the steel increases, the "C" curve of the supercooled austenite decomposition transition moves to the lower right. Therefore, for steels with poor hardenability, the temperature at which the quenching medium is selected to have the highest cooling rate should be higher; while the steel with good hardenability is lower. Some hardenable steel supercooled austenite is prone to bainite transformation, and avoiding its bainite transformation requires a sufficiently fast cryogenic cooling rate. Third, look at the effective thickness of the workpiece - if the surface of the workpiece is cooled to the Ms point, it will greatly slow down the cooling rate of the medium, and the speed of the heat inside the workpiece will be slowed down to the quenching medium, which will inevitably make the workpiece Non-martensitic transformation occurs when the supercooled austenite within a certain depth of the surface is less than Ms, and as a result, the workpiece has only a thin martensite layer after quenching. For this reason, when the workpiece is relatively thick, in order to obtain a sufficient depth of hardening, the quenching medium used should have a relatively fast cooling rate. For thin workpieces, quenching media with a slower cooling rate can be used. Fourth, look at the shape complexity of the workpiece—workpieces with complex shapes, especially those with inner holes or deep concave surfaces. In order to reduce the quenching deformation or to harden the inner holes, the quenching medium with a shorter vapor film stage should be selected. . This is because the heat dissipation inside the inner hole or the concave surface is slower than other parts. The other parts of the workpiece are cooled quickly to enter the boiling stage to obtain rapid cooling, while the inner or concave surface is still covered by the vapor film, which is very cold. This difference in cooling rate may cause a large quenching deformation and a low hardness of the concave surface. The solution to this problem is to use a quenching medium with a shorter vapor phase and a faster cooling rate. Of course, the same effect can be obtained by appropriately increasing the flow velocity of the medium in the inner hole and the concave surface. Conversely, a workpiece of simple shape can use a quenching medium with a slightly longer vapor phase. In addition, the more complex the shape of the workpiece, the greater the internal stress during cooling. Accordingly, a workpiece having a complicated shape allows a lower maximum cooling rate, and a workpiece having a simple shape allows a higher maximum cooling rate. Fifth, look at the allowable deformation size - from the hardness difference method to solve the deformation problem, the deformation requirements are small, there must be a narrow cooling speed zone in the quenching cooling; and the larger the allowable deformation, the wider cooling rate band. For the allowable cooling rate bandwidth, the medium that can obtain the quenching hardness requirement can often meet the deformation requirements. The allowable cooling rate band is particularly narrow, and a quenching method capable of greatly shortening the cooling rate of the workpiece must be employed. Among the methods for shortening the cooling rate of the workpiece, the simplest and most effective is to perform isothermal (or classification) quenching. The characteristics of isothermal grading and quenching medium should be: firstly, the steam film stage is short, and the liquid temperature change has little effect on the cooling characteristics; secondly, the thicker workpiece should use the quenching medium with fast cooling speed, while the smaller workpiece should be selected. Use a slower cooling medium. There are a variety of workpieces to be processed in production. Different workpieces may be compatible with the cooling characteristics of the quenching medium, that is, the same quenching medium may be used; but it may also be incompatible, that is, a common quenching medium cannot be found. Therefore, an attempt to find "an ideal quenching medium that can simultaneously apply different requirements for all different workpieces" is as unrealistic as trying to find a drug to cure all diseases, at least for now. ASTM SCH80 Water Supply Upvc Fitting Upvc Tee,Upvc Union,Astm Upvc Elbow,Astm Water Supply Upvc Fitting Zhejiang Huangyan Minghua Plastic Pipe Fitting CO.,LTD , https://www.pipefitting-mh.com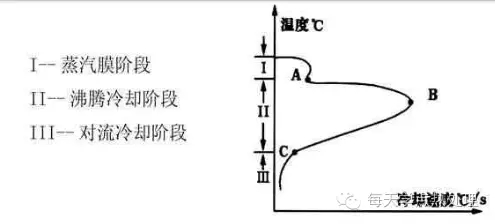
Boiling stage II; 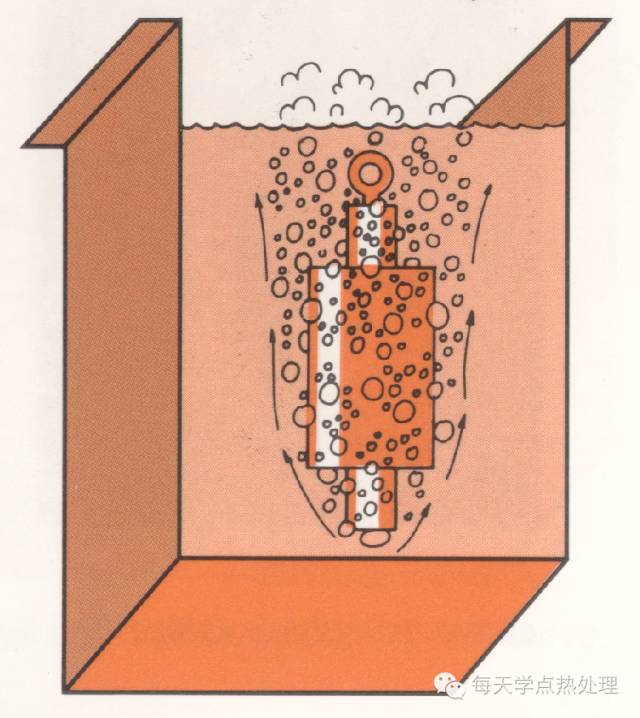
And convection phase III. 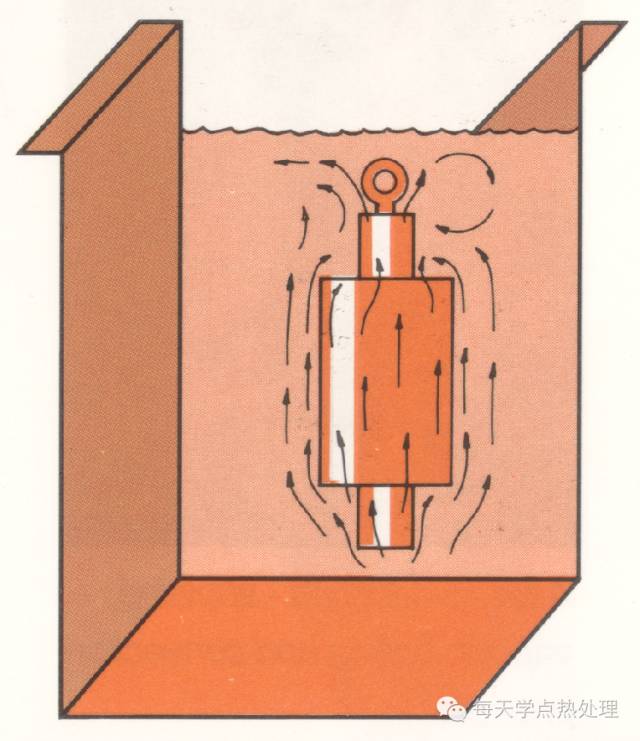
HP criteria
HP=99.5+1.94Tcp+10.55V550-3.84Tcp
Deck criterion HP (HRC) = 99 + 0.19V400-0.17Tcp