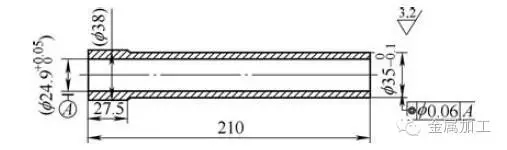
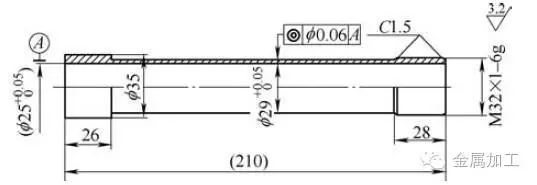
Aiming at the problems of low processing efficiency and long production cycle in the actual machining process of a deep hole part, the machining process is optimized and the machining method is improved, thereby greatly improving the machining efficiency of the part. This method is very beneficial to mass production and processing quality. Guarantee. The material of a deep hole is 30CrMnSiA, the inner hole is φ25(+0.05 0)mm, and the total length is 210mm. As shown in Figure 1, at present, the following problems exist in the actual production process: Since the part material is 30CrMnSiA, the inner hole tolerance is 0.05. Mm, the coaxiality tolerance of the outer circle with respect to the inner hole is φ0.06mm, and the precision requirement is high, which is a typical deep hole part. During the machining process, the inner hole φ25 (+0.0 5 0) mm is mainly used to ensure the accuracy requirement by grinding the inner hole after roughing. For this part, the grinding efficiency that guarantees the final precision of the inner hole is low, which is not conducive to mass production. Figure 1 A 30CrMnSiA deep hole part According to the above situation, the following improvements have been made to the processing method: the conventional method of grinding the inner hole after roughing is changed to the processing method of honing the inner hole by pulling the hinge, and the final precision of the inner hole is ensured by the honing, due to the honing itself The required margin is generally 0.02~0.10mm, and the honing time is short, which can greatly improve the processing efficiency of the parts, which is very beneficial to the mass production and the guarantee of processing quality. Traditional processing method In the traditional processing process, the inner hole of the part is clamped on the precision lathe through the three-claw self-centering chuck, and then the rough outer circle is made, the inner hole is coarse and fine, and the machining precision of the inner hole is finally on the outer grinding machine. It is guaranteed by grinding the inner hole as shown in Figure 2. When machining the inner hole, the size is guaranteed by the medium difference. After the machining, the inner hole size is measured. Although the design can meet the design size requirements, the machining efficiency is low. After analysis, the part material is 30CrMnSiA and the inner hole size is φ25. (+0.05 0)mm, the requirements are stricter, the length is 210mm, and the aspect ratio is 8.4:1. Due to the long inner hole, the rigidity of the arbor is higher, and the feed rate cannot be too fast, resulting in a single grinding time. Long, processing efficiency is not high. 2. Improvement measures (1) Deep hole pulling and pulling hinge. At present, the deep hole processing method is divided into two types: push, push and pull, and pull. Pushing and pushing the deep hole makes the tool bar under pressure during the processing, which will affect the precision and straightness of deep hole machining. Pulling and deepening the hole will keep the tool bar in tension and will not bend easily. Deformation, which guarantees the precision and straightness of deep hole machining. Therefore, using the processing method of pulling and pulling, before the drawing and drawing, the front end of the workpiece must be machined with a high precision guiding hole, so that the boring knife and the reamer can smoothly enter the workpiece guiding hole, guiding the initial Stage cutting. In the deep hole machining process of the part, the processing method of pulling and drawing is adopted, and the two tools are pulled. The tool is a six-tooth deep hole machining tool with different diameters. As shown in Fig. 3, the tool material is YS8 cemented carbide blade. The blade has a high hardness and is suitable for parts with high cutting strength. Figure 3 six-tooth deep hole machining tool (2) Deep hole honing. Under the action of a certain pressure, the honing is to use the honing stone on the honing head to ensure the contact with the surface to be processed under the action of the radial expansion movement to achieve the purpose of cutting. At present, honing is divided into horizontal honing and vertical honing according to the form of the main shaft. In the horizontal honing, the gravity of the honing head itself acts on the lower side wall of the hole to be machined, the swarf is too late to be discharged, and the honing precision is poor, and only the long hole that can not be processed by the vertical honing is selected. In the vertical honing, the honing head is in a downward vertical state, and the chips are easily washed away by the cutting fluid, and the honing precision is high. The honing head is generally composed of a grinding head and a connecting rod. For the small hole, the grinding head and the connecting rod are often integrated; for the large hole, the grinding head is separated from the connecting rod. The quality of the honing head directly determines the precision of honing. In the honing head, the choice of whetstone is very important, which directly affects the quality and efficiency of honing processing. Due to the requirements of honing working pressure and processing quality, the particle size and hardness of honing stone must be guaranteed. Accurate, uniform, not allowed to contain impurities, and has a certain strength and wear resistance. In the part test process, the vertical honing method is adopted, and the honing head with the oil stone as cubic boron nitride is used. As shown in Fig. 4, the result proves that the honed parts can meet the requirements of the machining precision of the parts, and the honing efficiency is better. High and stable quality. Figure 4 honing head (3) Optimize the processing flow. In order to solve the above problems, it is necessary to consider the processing scheme of re-selecting the inner hole. According to the dimensional accuracy analysis of the inner hole, the processing method of boring and honing the size of the tool is used, and the processing method is optimized, the processing flow is optimized, and the processing is rationally distributed. Machining allowance, the improved processing flow is as follows: 1 flat end face, rough car shape, car inner hole to φ 22mm, pull 拉, pull hinge guide hole, as shown in Figure 5. 2 The outer circle is φ38mm as the reference, and the top is tightened by 30°±30'. Pull the inner hole of the hinge to φ24.9 (+0.08 0) mm, as shown in Figure 6. 3 Based on the inner hole φ 24.9 (+0.08 0) mm, the shape of the car is shown in Figure 7. 4 Outside the circle φ35 (0 -0.1) mm as the reference, honing the inner hole to φ25 (+0.05 0) mm, as shown in Figure 8. 5 Based on the inner hole φ 25 (+0.05 0) mm, the shape of the car is as shown in Fig. 9. Figure 5 Process 1 Figure 6 Process 2 Figure 7 Process 3 Figure 8 Process 4 Figure 9 Process 5 From the above processing process, it can be concluded that the inner hole φ25(+0.05 0)mm of the part is mainly through the pulling and pulling, and then the honing is ensured. Since the pulling and drawing are processed by the fixed-size tool, the size of the inner hole is honed before pulling. The boring tool and the reamer ensure that the machining is stable before honing, and the inner hole size is ensured by a special honing head. The honing itself has a small margin, which is beneficial to ensure the machining accuracy and machining stability of the inner hole after honing, and improve the inner hole. Processing efficiency, very suitable for mass production. JIANGSU TONGDE INTERNATIONAL TRADE CO.LTD. , https://www.jstongdetrade.com
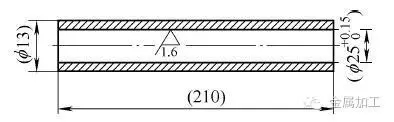
Figure 2 grinding inner hole