0 Foreword 1 BRITISH FEDERAL Features BRITISH FEDERAL is a specialized company for resistance welding machine integrating scientific research, development, production and sales. Mainly for the world of aerospace, weapons, automotive, barreling and packaging industries, to provide advanced three-phase secondary rectifier and IF inverter two major categories of DC resistance welding machine. In response to the new trend in the continuous improvement of technical performance, structure, materials, quality standards and management systems of modern aerospace products, we continue to innovate and provide users in the aerospace field with world-class resistance welding machines, including spot welding machines. Longitudinal seam welding machine, circumferential seam welding machine, or vertical and horizontal seam welding machine can also provide spot welding, vertical and horizontal seam welding in one convenient replacement of resistance welding machine according to user requirements. They have many common features. Their advanced nature mainly includes: · The machine body is rigid, the welding head is designed with low inertia, and the vertical transportation is a light alloy structure with a preloaded linear ball rolling slide. The slider is operated by upper and lower air chamber double-acting film type cylinders. The film air cylinder is directly installed above the slide rail assembly and can provide 7 to 12 mm welding working stroke and 0 to 150 mm auxiliary adjustment by hand or air motor. stroke. · WS4000A series control system with 32-bit microprocessor computer control and full process monitoring, it can store 128 sets or multiply welding specifications. Can control spot welding, continuous spot welding, seam welding, rolling spot welding and other operating modes. The time parameter setting will not show any deviation, and the secondary closed loop constant current control and monitoring can be performed for each segment of the welding pulse (1-16 segments). Constant current control is a necessary condition for ensuring aerospace products, such as network voltage fluctuations, workpiece thickness changes, material and surface state changes, etc., all will affect the welding terminal voltage, but require a constant welding current, then the sensor works. Usually, the constant current control uses the last 1/2 cycle for monitoring and detection. That is, each half-wave is sampled several times. The signal undergoes integral recovery. Through the A/D conversion, it enters the CPU to find the half-wave current effective value and The set current rms value is compared, and according to the difference between the two, the next 1/2 cycle is automatically corrected to maintain constant current. If the primary voltage fluctuates within ±15%, secondary closed-loop constant current control can achieve ±2% of the full-scale constant current accuracy. · Self-developed WS98-4000 programming software that can be upgraded in time, full-flex programming of welding parameters. · Configurable industrial Pentium PC and 10.4" color touch screen display, which can display the actual pressure KN value (accurate to X.XXKN) and actual current KA value (accurate to X.XXKA) of each half cycle, and simultaneously display the pressure and current curves. There is 6GB memory hard disk with RS232 print interface and Ethernet interface. · Can store up to 100,000 solder joints of current and pressure data in the hard disk for call retrieval at any time, quality traceability. · WS4000A control system has a strong self-diagnostic function, can provide a lot of information, such as input and output conditions, microprocessor status, voltage, frequency, pressure and so on. · It is equipped with an extremely fast and programmable pneumatic pressure system. Welding and forging pressure values ​​and their curve shapes can be programmed arbitrarily according to process requirements. The pressure system incorporates a high-precision pressure load sensor calibrated by the measurement department. After A/D conversion, the actual pressure value is displayed in real time at each half cycle. The gas circuit system is equipped with two programming, the response speed is MS-grade proportional automatic pressure regulating valve. When welding high-resistance or crack-prone workpieces made of sensitive alloy, it can provide pre-pressure and forging pressure in time within 20ms. • When seam welding or roll spot welding, the encoder speed is used as the detection element for the welding speed, and the closed-loop control of the servo drive is accurate. Any programming is required according to the process requirements. · The transformer, thyristor and silicon rectifier components of the main power circuit are all equipped with a water-cooled constant temperature self-protection system. The above characteristics of the equipment are enough to prove that all welding process parameters (such as time, current, pressure, welding speed, etc.) are in precise control and monitoring, and it can fully meet the requirements of modern aircraft resistance welding quality standards. 2 IF inverter DC resistance welding In recent years, BRITISH FEDERAL has developed a MF-PAK mid-frequency inverter with a control range of 50-5000A, which can be matched with a resistance welding machine with a maximum power of 500KVA to realize mid-frequency inverter DC resistance welding. The control system used can be the advanced WS4000A series, or the WS700ms controller can also be used. Although the main components in the mid-frequency inverter DC resistance welding machine are still expensive, they are rapidly entering the practical application field because of its system advantages: Three-phase load balancing; transformer size is small, input power is low; capacitive load, power factor up to 0.9, energy saving. · Because of the frequency up to 1000-1200Hz, the secondary current output capability is strong, and the waveform is flat, and the range of the size of the dissolved core is enlarged. Almost no splashing occurs, and the current in the primary welding phase increases naturally, and the surface quality of the solder joint is good. · Due to the high IF frequency, the constant current response speed is fast and the response speed is in μs. • Extended electrode life due to no significant peak current and spatter. 3 BRITISH FEDERAL Equipment Stability Commissioning According to international practice, before the welding machine is formally put into operation, the buyers and sellers must perform final delivery and acceptance at the user's site. In addition to necessary retesting of performance indicators and technical parameters, an important part is to use the test pieces or simulated parts for the process. test. The quality acceptance standards used are generally based on the quality requirements of Class A welds in the United States Military Procedures MIL-W-6858D "Resistance Spot Welding and Seam Welding". This standard is currently the more advanced military standard in the world and the inspection items are complete. Advanced and reasonable. Of course, for those traditionally used piston type pressurizing systems, slow gas line response or inaccurate response timing, and resistance welding machines without low-friction linear inertial rolling guides, the control system was modified by a computer. Easy to do. According to incomplete statistics in the first three years, 31 aircrafts of this type were imported into China's aerospace industry, of which 18 were imported from Commonwealth companies, which accounted for 58% of the total, and were delivered once. The qualified rate of production was 100%. For the spot welder, the most difficult target is the shear strength test of the 100 pairs of alloys susceptible to cracking, especially their consistency. Table 1 below shows some of our commissioning results. 4 Optimization of welding process parameters A resistance welding machine for precise control and monitoring of the welding process and its process parameters provides a major means for product quality reliability and use safety, but the rational setting and optimization of process parameters are still very important. In particular, modern aircraft poses higher requirements on the manufacturing process, and many materials with sensitive crack tendencies are selected, and the combined thickness is very different. At the same time, the cost of such welding machines is high. It is impossible for companies to configure equipment with multiple capacities as required. It often occurs that medium-power (150-200 KVA) is required to weld martensitic stainless steels with a thickness of 0.3-0.5 mm and seam welding 3.0 Mm high-strength martensitic low-alloy steel, in these special cases, the parameters are not optimized, it is difficult to meet the standard requirements. We have observed an example during the commissioning process: 0.3mm 403 martensitic stainless spot welding. With the other parameters unchanged, the electrode pressure increases from 2.50KN to 2.71KN, and the penetration rate is 60%. When it fell to 48%, the diameter of the nucleus was increased from 2.03mm to 2.58mm. It can be seen that the parameters slightly changed, resulting in a very obvious change in welding quality. 5 Our suggestions In view of the emerging new situations and high requirements, companies with many resistance welding products are recommended to invest a certain amount of funds and manpower to optimize the design of the resistance welding process. It is absolutely necessary to establish this enterprise as an expert system and database for the entire industry. Because, for the CNC resistance welding machine with precise control and monitoring, it is no longer the condition that each welding machine's use parameter is not universal, but it can be stored for a long time. The results can be shared except for a few due to the special size and shape. . Our Sparklet Optic Fiber introduces a light diffusion technology that achieves brilliant and distinctive sparkling effect without any noticeable reduction in the intensity of the light throughout entire length of cable travel. The Fiber optic strands are encased in a flexible clear UV stabilized PVC jacket to create fiber tail bundles in a variety of diameters for different type of projects. These fibers are best suited for sparkling effects, neon like effects, decorative lighting, chandeliers, and light Sparkle Fiber Optic,Fiber Optic Strands,Fiber Lights,Sparkle Fiber Optic Cable Jiangxi Daishing POF Co.,Ltd , https://www.opticfibrelight.com
With the rapid development of space technology, materials science, microelectronics and computer technology, military and civil aviation and spacecraft, such as satellites and manned spacecraft launch vehicles, rockets and their propulsion rocket engines, Various types of missiles, aircrafts and their respective engines (hereinafter collectively referred to as aircraft) have made great strides in their performance, and structural, material, and technical standards adopted have undergone major changes. One of them is that in order to improve the maneuverability, we try to reduce the take-off weight, increase the voyage, replace the conventional materials with high-strength super materials, reduce the weight, and increase the thrust (force) ratio. Today's advanced aircraft, without exception, extensive use of alloy components of high-strength aluminum alloy, titanium alloy super high-temperature alloys, martensitic stainless steel, high-strength alloy structural steel composites. As a thin-walled aircraft, resistance welding is still one of its main connection methods. However, due to the thinning of the wall thickness, the weldability of the material deteriorates, so that the range of process parameters available for resistance welding is very small, and the quality standards for acceptance are greatly improved. This requires precise control and monitoring of the process to ensure welding quality. The world's leading resistance welding machine manufacturers, such as BRITISH FEDERAL and Sciaky (USA), have developed safety and reliability for the use of weldments. At the end of the 20th century, they developed the low-friction wear-resistant linear rolling used in the aviation and aerospace industries. Guide rails, programmable current and power curves, dual-acting film cylinder pressurizing systems with millisecond-class response speed, and computer-controlled resistance welding machines that precisely control and monitor process parameters have been proven in many countries to fully satisfy their products. The quality and product safety requirements specified by military standards (such as MIL-W-6858D) in various countries.
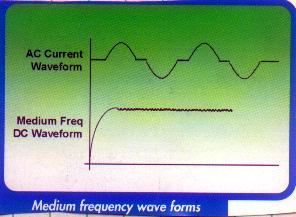
The principle of medium-frequency inverter DC resistance welding machine system is shown in the left figure below. The waveform is shown in the right figure below. 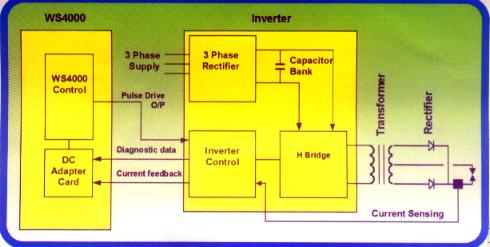
Reliability of resistance welding quality originates from precision control of equipment
Table 1 Examples of shear strength test results for spot welded sheet specimens of BRITISH FEDERAL welders
(According to the US military standard MIL-W-6858D section 3.6.4, shear strength unit: Newton/per point)
NO
Material brand
Sheet thickness
Mm
Material Group 1 - Aluminum Alloy
Material Group 2 - Steel
Test Federal Welder Number
Min
Minimum average
consistency
Min
Minimum average
consistency
Claim
actual
Claim
actual
95% of the specimens are 0.875-1.125 times the average value. 10% of the specimens are 0.75-1.25 times the average value.
Claim
actual
Claim
actual
90% of the specimens are 0.9-1.1 times the average value and 10% of the specimens are 0.8-1.2 times the average value.
1
LF6
3
6574
10310
8250
12181
The maximum is 12590N which is 1.0615 times the average value; the smallest is 10,410N which is 0.8465 times the average*
30013
2
LY12CZ(2024,or Uk DTD5090)
3
8673
9400
10840
10880
The maximum is 12800N, the average is 1.13 times; the minimum is 10880N, 0.86 times the average*
30011
3
1Cr18Ni9Ti
(AISI321orUk 32IS20)
0.8
2515
11600
3090
11639
1.034 times the average and 0.959 times the minimum
30013
4
1Cr18Mn8Ni5N
(AISI202)
2.5
17790
22894
21590
25149
The maximum is 1.095 times the average and the minimum is 0.9103
30002
5
1Cr13 403or Uk
EN 56A
0.3
665
1040
825
1101.5
The maximum is 1.08 times the average value and the minimum is 0.946 times the average value
30002
* The sum of the maximum and minimum number of specimens is less than 5%