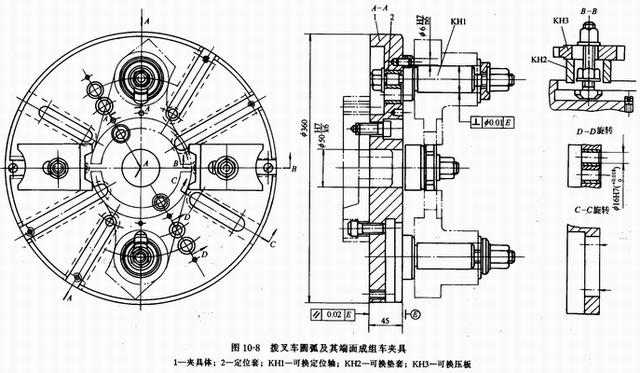
Figure 10-8 shows a set of lathe fixtures for machining the part set, two pieces being machined simultaneously. There are four pairs of positioning sleeves 2 (positioning holes φ16H7) on the clamp 1 and can be used to install four interchangeable positioning axes KHl for machining four parts with different center distances L. If the interchangeable positioning shaft is mounted in the T-shaped groove of the C-C section, it is possible to machine various parts whose center distance L varies within a certain range. The replaceable cushion cover KH2 and the replaceable pressure plate KH3 are replaced according to the height H of the fork part of the part, and are fixed in the T-shaped groove perpendicular to the connection line of the two positioning shafts for anti-rotation positioning and auxiliary clamping. Next page Pumps And Other Fountain Equipment fountain pumps, fountain equipments, fountain parts Wuxi Jinshanghua Environmental Equipment Co., Ltd , https://www.jshfountain.com
With the rapid development of science and technology, the changes in market demand and the increasingly fierce competition of commodities have made the cycle of upgrading of mechanical products shorter and shorter, and the proportion of multi-variety and small-batch production has become higher and higher. In order to meet the needs of this situation, various new types of fixtures have emerged.
The development direction of modern machine tool fixtures is mainly in the aspects of precision, high efficiency and flexibility. Here are a few modern machine tool holders.
First, adjustable fixture
The adjustable clamps are divided into two types: universal adjustable clamps and grouped clamps (also called special adjustable clamps). Their common feature is that as long as the individual positioning, clamping or guiding elements are replaced or adjusted, they can be used for the machining of multiple parts, thus turning a single batch of multiple parts into a set of parts on the same fixture. Batch production". After the product is updated, as long as it belongs to the same type of parts, it can still be processed on this fixture. Since the adjustable jig has strong adaptability and good inheritance, the use of the adjustable jig can greatly reduce the number of special jigs, shorten the production preparation cycle, and reduce the cost.
(1) Universal adjustable clamp The universal adjustable clamp has a wide processing object, and sometimes the processing object is not accurate. For example, the slide type drill can be used for drilling different types of workpieces by changing different positioning, clamping and guiding elements.
(2) Grouping fixtures Grouping fixtures are fixtures specially designed for a certain process of a group of parts in a group process.
The group of parts processed by the group fixtures should conform to the similar principle of the group process. The similarity principle mainly includes the following contents: the process is similar; the clamping surfaces are similar; the shapes are similar; the dimensions are similar; the materials are similar; the precision is similar. Figure 10-7 shows the group of process parts for machining the circular arc of the fork and its end face, which conforms to the similarity principle of the group process. 
The design method of the group fixture is similar to that of the special fixture. First, a “composite part†is determined. The part can represent the main features of the parts in the group, then the fixture is designed for the “composite partâ€, and the design can be adjusted according to the processing range of the parts in the group. Parts and replaceable parts. It should be easy to adjust, quick to change, and simple in structure. Since the grouping fixtures can be mass-produced, high-efficiency clamping devices such as various pneumatic and hydraulic devices can be used.