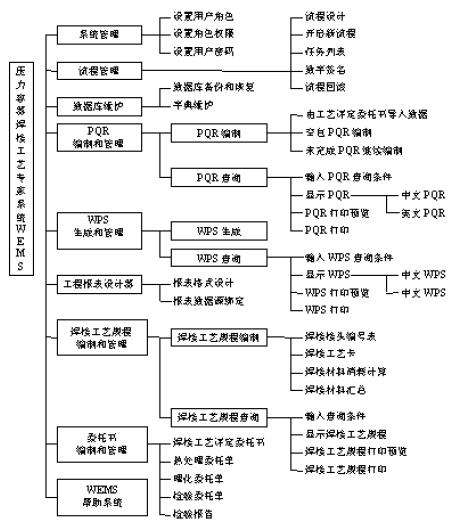
Table 2 Classification basis and sub-items of welding engineering software (JWS and JWES) In the welding application software, the welding expert system, the welding CAPP system and the welding database system are typical representative applications. The related development techniques and methods can be used for the development of other types of welding software, and the expert system technology and database technology are in each. There are different levels of implementation and application in all types of welding software. 3 Welding process development and management expert system The welding process design is highly experienced and highly skilled. With the deepening of research, welding is developing into a science, and some mature theory and practice rules have been formed. Many engineering application rules and empirical formulas have been collected and compiled. However, the welding process varies with the production environment and production development. It does not have precise definition and rigorous analysis. It has the property of fuzzy reasoning, and some indicators related to welding quality are difficult to quantify. Therefore, the welding process design is applied. The ideal area for expert systems. Figure 1 Schematic diagram of the document relationship WEMS, developed by Tsinghua University and Beijing Yanshan Petrochemical Co., Ltd., is a typical application background for pressure vessel manufacturing. Its main functions are shown in Figure 2. The system develops the welding process in two ways: 1) Based on PQR or WPS, the joint welding process card is generated by WPS inference according to the "Steel Pressure Vessel Welding Process Evaluation Standard JB4708-2000" and the consumption of welding materials is calculated and summarized. Finally, the welding procedure specification for guiding production is generated; 2) Based on the welding process design knowledge base, the welding procedure evaluation plan (power of attorney) is determined by reasoning. For some welding industries, this welding process can also be used directly for production. Figure 2 Main functions of the WEMS system The WEMS system uses the object-oriented method to design the core inference engine of the system and solves the links with software such as CAD. The engineering report designer can flexibly customize the reports of various formats and contents according to the needs of the enterprise. Process reports for graphics and data are previewed and printed, and features such as continuation, font selection and scaling, and line feed are implemented. 4 Welding Process Planning WCAPP System The welded structure is composed of various types of welded parts. In the previous production preparation activities for welded structures, the process planning was completed by the process department, while the calculation and summary of working hours quotas was completed by the labor and management department, and the calculation and summary of material quotas were completed by the supply department. This mode of operation greatly reduces the efficiency of production preparation. It is often the case that the process has been completed, but the material quota has not been determined, so that the supply of materials is not in place, or the scheduling of work is biased, so that the production schedule is mutually contain. Therefore, there is an urgent need for a management coordination system for the production of the entire welded structure. Previous page next page Thrust Roller Bearing,Thrust Cylindrical Roller Bearing,Thrust Ball Bearing,Spherical Roller Thrust Bearing Shanghai Yi Kai Cheng bearing Co., LTD , https://www.ykchbearing.com
In the welding production of important metal structures such as boilers, pressure vessels, petroleum pipelines, ships, nuclear power, etc., the welding process must be rigorously evaluated according to the corresponding standards or specifications to form a welding procedure qualification report PQR, and on this basis Welding procedure guide WPS, and then develop welding procedures according to the corresponding standards to ensure the welding quality and performance of the product. If the welding procedure qualification has not been carried out before the welding procedure specification is formulated, the craftsman shall submit the welding procedure qualification power of attorney PPQR according to relevant standards and experience. The relationship between the documents is shown in Figure 1. It can be seen that the development of a set of welding procedure specification documents is rigorous and the process is cumbersome. Therefore, it is necessary to develop an application software system capable of compiling and retrieving the welding procedure specification on the basis of effective management of PQR and WPS, which can effectively utilize existing PQR and WPS to avoid duplication
Conduct welding process qualification test, save capital investment, and ensure the standardization and accuracy of welding process specification. 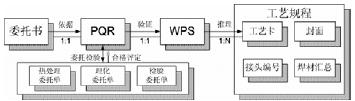
In addition, Tsinghua University and the Beijing Institute of Aeronautical Technology have jointly developed an electron beam welding process expert system, which realizes the computer management of the project process documentation and various data involved in electron beam welding, and can adopt the fitting curve method. And temperature field model calculation method to promote reasonable electron beam welding process parameters.
The WCAPP system for the welding process planning of heavy-duty mechanical welding structures developed by Tsinghua University and Taiyuan Heavy Machinery Group is completed. The calculation of working hours and material quotas is completed while the process steps of welding parts from the cutting of materials to the final assembly of welding to form products are established. And summarization, and finally form a technical document containing the working hours and material quotas that can guide the whole process of the whole welding structure production, so that the production preparation work is more scientific and effectively improves the production preparation and management efficiency. Its overall structure is shown in Figure 3.